

Contact:+86 159-2138-0626
Product classification

NS335 corrosion-resistant alloy
NS335 (Hastelloy C-4, N06645, 2.4610) alloy is an austenitic low-carbon nickel-molybdenum-chromium alloy. The main difference between it and Nicrofer 6616 hMo and other similarly developed alloys with similar chemical compositions is the lower content of carbon, silicon, iron, and tungsten. This chemical composition provides excellent stability at temperatures ranging from 650 to 1040°C, enhances resistance to intergranular corrosion, and can avoid edge line corrosion sensitivity and corrosion in the heat-affected zone of welds under appropriate manufacturing conditions.
Classification:
Key words:
Superalloy | Inkenel | Hastelloy | Inkloy | Precision Alloy Series
Product Parameters
NS335
Material grade: NS335 corrosion-resistant alloy
US grade: UNS N06455
Similar grade: Hastelloy C-4
German grade: W.Nr.2.4610
1. Overview of NS335 (Hastelloy C-4, N06645, 2.4610) corrosion-resistant alloy:
NS335 (Hastelloy C-4, N06645, 2.4610) alloy is an austenitic low-carbon nickel-molybdenum-chromium alloy. The main difference from Nicrofer 6616 hMo and other early developed alloys with similar chemical compositions is the lower content of carbon, silicon, iron, and tungsten. This chemical composition provides excellent stability at 650-1040°C, enhances resistance to intergranular corrosion, and can avoid edge line corrosion sensitivity and weld heat-affected zone corrosion under appropriate manufacturing conditions.
1. The characteristics of NS335 (Hastelloy C-4, N06645, 2.4610) alloy are:
(1) Excellent corrosion resistance to most corrosive media, especially in reducing conditions.
(2) Excellent resistance to localized corrosion in halides.
2. Chemical composition of NS335 (Hastelloy C-4, N06645, 2.4610) alloy:
| C≤ | Si≤ | Mn≤ | P≤ | S≤ | Cr≥ | Ni≥ | Mo≥ | Cu≤ |
| 0.015 | 0.08 | 1.00 | 0.040 | 0.030 | 14.0-18.0 | Remainder | 14.0-17.0 | - |
| Others | Al≤ | Ti≤ | Fe≤ | N≤ | Co≤ | Nb≤ | W≤ | V≤ |
| - | - | 3.00 | - | 2.00 | - | - | - |
2. Physical properties of NS335 (Hastelloy C-4, N06645, 2.4610) alloy:
(1) Density: ρ=8.6g/cm3
(2) Melting temperature range: 1335~1380℃
| Temperature ℃ | Specific heat J/Kg K | Thermal conductivity W/m K | Resistivity μΩcm | Elastic modulus KN/mm2 | Expansion coefficient 10-6/K |
| 0 | 406 | ||||
| 20 | 408 | 10.1 | 124 | 211 | |
| 93 | |||||
| 100 | 426 | 11.4 | 125 | 207 | 10.9 |
| 200 | 448 | 13.2 | 126 | 202 | 11.9 |
| 204 | |||||
| 300 | 465 | 15.0 | 127 | 195 | 12.5 |
| 316 | |||||
| 400 | 477 | 16.7 | 128 | 188 | 12.9 |
| 427 | |||||
| 500 | 490 | 18.4 | 129 | 181 | 13.2 |
| 538 | |||||
| 600 | 502 | 20.5 | 132 | 175 | 13.6 |
| 649 | |||||
| 700 | 512 | 22.6 | 135 | 168 | 14.0 |
| 760 | |||||
| 800 | 522 | 24.8 | 138 | 158 | 14.5 |
| 871 | |||||
| 900 | 149 | 15.1 | |||
| 982 | |||||
| 1000 | 138 | 15.9 |
3. Mechanical properties of NS335 (Hastelloy C-4, N06645, 2.4610) alloy:
The minimum values in the table below are measured data in the longitudinal and transverse directions of the calibrated size specification sample (solution-treated state). Special specification products and special material properties can be customized according to customer requirements.
4. NS335 (Hastelloy C-4, N06645, 2.4610) alloy NS335ISO-V notch test:
Average value ≥120J/cm2, Room temperature ≥120J/cm2-196℃
5. NS335 (Hastelloy C-4, N06645, 2.4610) alloy NS335 metallographic structure:
NS335 has a face-centered cubic lattice structure, and its chemical composition ensures metallographic stability and resistance to sensitization.
6. Corrosion resistance of NS335 (Hastelloy C-4, N06645, 2.4610) alloy:
The high content of molybdenum and chromium allows NS335 alloy to resist the erosion of various chemical media, including reducing media such as phosphoric acid, hydrochloric acid, sulfuric acid, chlorine gas, and organic or inorganic chlorine-containing media. Due to the high nickel content, NS335 can effectively resist stress corrosion cracking caused by chlorine, even in hot chloride solutions.
Time-temperature-sensitization curve (carbon content 0.008%, reference ASTM G28 Method A)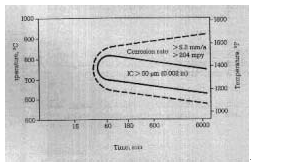
II. Application range of NS335 (Hastelloy C-4, N06645, 2.4610) corrosion-resistant alloy:
NS335 has been widely used in most chemical fields and high-temperature environments.
Typical application fields:
1. Flue gas desulfurization systems
2. Pickling and acid regeneration plants
3. Production of acetic acid and agricultural chemicals
4. Titanium dioxide production (chlorination process)
5. Electrolytic plating
III. Processing and heat treatment of NS335 (Hastelloy C-4, N06645, 2.4610) corrosion-resistant alloy:
NS335 alloy can be manufactured and processed using traditional production processes.
1. Heating of NS335 (Hastelloy C-4, N06645, 2.4610) alloy:
The workpiece should always be kept clean and uncontaminated before and during heat treatment.
During the heat treatment process, contact with sulfur, phosphorus, lead, and other low melting point metals must be avoided; otherwise, the Nicrofer 6616 hMo alloy will become brittle. It is important to remove contaminants such as marking paint, temperature indicating paint, colored crayons, lubricating oil, and fuel. The lower the sulfur content in the fuel, the better; the sulfur content in natural gas should be less than 0.1%, and in heavy oil, it should be less than 0.5%. Electric furnace heating is a better choice because it can control the temperature precisely, and the furnace gas is clean. If the gas from a gas furnace is sufficiently pure, it can also be chosen.
The furnace gas in the heating furnace should be neutral to slightly reducing, and fluctuations between oxidizing and reducing atmospheres should be avoided. The heating flame should not be directed at the workpiece.
2. NS335 (Hastelloy C-4, N06645, 2.4610) alloy hot working:
The hot working temperature range for NS335 is 1080℃ to 900℃, and the cooling method is water cooling or other rapid cooling methods.
To ensure optimal corrosion resistance, solid solution heat treatment should be performed after hot working.
3. NS335 (Hastelloy C-4, N06645, 2.4610) alloy cold working:
During cold working, the workpiece should be in a solid solution heat-treated state. The work hardening rate of NS335 is greater than that of austenitic stainless steel, so the processing equipment needs to be selected accordingly. Intermediate annealing should be performed during cold rolling. If the cold rolling deformation exceeds 15%, a secondary solid solution treatment is required for the workpiece.
4. NS335 (Hastelloy C-4, N06645, 2.4610) alloy heat treatment:
The solid solution treatment temperature range for NS335 is 1050℃ to 1100℃. For materials with a thickness of less than 1.5mm, it is recommended to use water quenching for cooling, or rapid air cooling to achieve maximum corrosion resistance.
During the heat treatment process, the workpiece must be kept clean.
5. NS335 (Hastelloy C-4, N06645, 2.4610) alloy descaling:
The adhesion of surface oxides and slag around the weld of NS335 is stronger than that of stainless steel, and it is recommended to use fine
grit sandpaper or fine grinding wheels for polishing.
When using HNO3/HF mixed acid for pickling, sandblasting or grinding must be done to break the oxide film.
6. NS335 (Hastelloy C-4, N06645, 2.4610) alloy machining:
Machining of NS335 should be done in the annealed state. Due to the high work hardening of Nicrofer 6616 hMo, low cutting speeds and heavy feed should be used to machine below the already cold-worked hardened surface.
7. NS335 (Hastelloy C-4, N06645, 2.4610) alloy welding:
(1) NS335 can be welded using various welding processes, such as tungsten electrode inert gas shielded welding, plasma arc welding, manual submerged arc welding, metal inert gas shielded welding, and melting electrode inert gas shielded welding. Pulsed arc welding is preferred. Before welding, the material should be in the annealed state, and oxide scale, oil stains, and various marking residues should be removed. The area about 25mm wide on both sides of the weld seam should be polished to a bright metal surface. Low heat input should be used, with interpass temperatures not exceeding 150℃. No pre-weld or post-weld heat treatment is required.
(2) Recommended filler metals: welding rod: ENiCrMo-7, welding wire: ENiCrMo-7
(3) Using the above welding materials can minimize the precipitation of carbon and silicon.
(4) To achieve the best corrosion resistance, argon arc welding (GTAW) should be considered first. Use filler materials consistent with the base material for GTAW and SMAW.
4. NS335 (Hastelloy C-4, N06645, 2.4610) corrosion-resistant alloy varieties, specifications, and supply status:
1,Specifications: NS335 seamless pipes, NS335 steel plates, NS335 round bars, NS335 forgings, NS335 flanges, NS335 rings, NS335 welded pipes, NS335 steel strips, NS335 wires, and matching NS335 welding materials.
2. Delivery status: seamless pipes: solid solution + acid pickled, length can be customized; plates: solid solution, acid pickled, trimmed; welded pipes: solid solution acid pickled + RT% flaw detection, forgings: annealed + turned; bars in forged or rolled state, surface polished or turned; strips delivered in cold-rolled, solid solution soft state, descaled; wires delivered in solid solution acid pickled coil or straight bar form, solid solution straight bar finely polished.
Previous Page
Next Page
Previous Page
None
Next Page
Related Products
Product Consulting
Leave your contact information to get a free product quote!
Our company mainly deals in nickel based special alloys such as high-temperature alloys, Hastelloy alloys, Inconel alloys, Monel alloys, precision alloys, titanium alloys, etc. We provide zero cutting, machinability, non-standard customization and other needs. If you have any needs, please contact us in a timely manner!





Navigation
Contact
Building 1, Lane 103, Sizhuan Road, Songjiang District, Shanghai

Browse Mobile