

Contact:+86 159-2138-0626
Product classification

NS334 corrosion-resistant alloy
NS334 (Hastelloy C-276, N06645) alloy is a nickel-chromium-molybdenum alloy containing tungsten, with very low silicon and carbon content. It is an improved version of NS333. Compared to NS333, NS334 has a carbon content that is 0.06% lower, making it an ultra-low carbon alloy steel. It has better corrosion resistance than NS333 alloy steel, reduced susceptibility to intergranular corrosion, and increased resistance to pitting corrosion.
Classification:
Key words:
Superalloy | Inkenel | Hastelloy | Inkloy | Precision Alloy Series
Product Parameters
NS334
Material grade: NS334 corrosion-resistant alloy
US grade: UNS N06455
Similar grade: Hastelloy C-276
German grade: W.Nr.2.4610
1.Overview of NS334 (Hastelloy C-276, N06645) corrosion-resistant alloy:
NS334 (Hastelloy C-276, N06645) alloy is a nickel-chromium-molybdenum alloy containing tungsten, with extremely low silicon and carbon content. It is an improved version of NS333, with a carbon content 0.06% lower than NS333, making it an ultra-low carbon alloy steel. Compared to NS333 alloy steel, it has better corrosion resistance, reduced intergranular corrosion sensitivity, and increased resistance to pitting corrosion.
1. The characteristics of NS334 (Hastelloy C-276, N06645) alloy are:
(1) Excellent corrosion resistance to most corrosive media in both oxidizing and reducing conditions.
(2) Outstanding resistance to pitting corrosion, crevice corrosion, and stress corrosion cracking.
2. Application fields of NS334 (Hastelloy C-276, N06645) alloy:
It has been widely used in the chemical and petrochemical fields, such as in components and catalytic systems that come into contact with chlorinated organic substances. This material is particularly suitable for use in high-temperature environments and in corrosive environments with inorganic and organic acids (such as formic acid and acetic acid) mixed with impurities, as well as seawater.
Other application fields:
(1) Pulp and paper industry, such as cooking and bleaching vessels.
(2) Washing towers, reheaters, wet gas fans, etc. in FGD systems.
(3) Equipment and components operating in acidic gas environments.
(4) Reactors for acetic acid and acidic products.
(5) Sulfuric acid condensers.
(6) Methylene diphenyl diisocyanate (MDI).
(7) Production and processing of impure phosphoric acid.
3. Chemical composition of NS334 (Hastelloy C-276, N06645) alloy: %
| C≤ | Si≤ | Mn≤ | P≤ | S≤ | Cr≥ | Ni≥ | Mo≥ | Cu≤ |
| 0.02 | 0.08 | 1.00 | 0.040 | 0.030 | 14.5-16.5 | Remainder | 15.0-17.0 | - |
| Others | Al≤ | Ti≤ | Fe≤ | N≤ | Co≤ | Nb≤ | W≤ | V≤ |
| - | - | 4.0-7.0 | - | 2.50 | - | 3.00-4.50 | 0.35 |
*Note: The carbon and silicon elements are the differences from NS333.
4. Physical properties of NS334 (Hastelloy C-276, N06645) alloy:
(1) Density: ρ=8.9g/cm3
(2) Melting temperature range: 1325~1370℃
5. Mechanical properties of NS334 (Hastelloy C-276, N06645) alloy:
The minimum values in the table are measured data in the longitudinal and transverse directions of samples (solution-treated state) of specified dimensions. Special specifications and material properties can be customized according to customer requirements.
6. NS334 (Hastelloy C-276, N06645) alloy NS333 ISO-V notch test:
Average value ≥120J/cm2, room temperature ≥120J/cm2-196℃
7. Microstructure of NS334 (Hastelloy C-276, N06645) alloy:
NS334 has a face-centered cubic lattice structure, and its chemical composition ensures metallurgical stability and resistance to sensitization.
8. Corrosion resistance of NS334 (Hastelloy C-276, N06645) alloy:
The high molybdenum and chromium content allows NS334 alloy to resist the erosion of various chemical media, including reducing media such as phosphoric acid, hydrochloric acid, sulfuric acid, chlorine gas, and organic or inorganic chlorinated media. Due to the high nickel content, NS333 can effectively resist stress corrosion cracking caused by chlorine, even in hot chlorinated solutions. Time-temperature-sensitization curve (carbon content 0.008%, reference ASTM G28 Method A)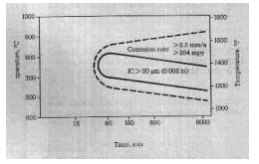
2.Application range of NS334 (Hastelloy C-276, N06645) corrosion-resistant alloy:
NS334 has been widely used in most chemical fields and high-temperature environments. Typical application fields include:
1. Flue gas desulfurization systems.
2. Pickling and acid regeneration plants.
3. Production of acetic acid and agricultural chemicals.
4. Titanium Dioxide Production (Chlorination Method)
5. Electrolytic Plating
Three,NS334 (Hastelloy C-276, N06645) Corrosion-Resistant Alloy Processing and Heat Treatment:
1. NS334 (Hastelloy C-276, N06645) Alloy Processing Characteristics:
(1) NS334 alloy can be manufactured and processed using traditional production techniques.
(2) The workpiece should always be kept clean and uncontaminated before and during heat treatment.
(3) The sensitivity of this alloy to sensitization during rapid cooling between 1000℃ and 600℃ should be fully considered.
(4) During heat treatment, it must not come into contact with sulfur, phosphorus, lead, and other low melting point metals, as this will damage the alloy's performance. Care should be taken to remove contaminants such as marking paint, temperature indicating paint, colored crayons, lubricants, fuels, etc.
(5) The lower the sulfur content in the fuel, the better. The sulfur content in natural gas should be less than 0.1%, and in heavy oil, it should be less than 0.5%.
(6) The furnace gas in the heating furnace should be neutral to slightly oxidizing, and fluctuations between oxidizing and reducing atmospheres should be avoided. The heating flame should not be directed at the workpiece.
2. NS334 (Hastelloy C-276, N06645) Alloy Processing Heating:
The workpiece should always be kept clean and uncontaminated before and during heat treatment.
During heat treatment, it must not come into contact with sulfur, phosphorus, lead, and other low melting point metals, otherwise, the Nicrofer 6616 hMo alloy will become brittle. Care should be taken to remove contaminants such as marking paint, temperature indicating paint, colored crayons, lubricants, fuels, etc. The lower the sulfur content in the fuel, the better. The sulfur content in natural gas should be less than 0.1%, and in heavy oil, it should be less than 0.5%. Electric furnace heating is a better choice because it can control the temperature precisely, and the furnace gas is clean. If the gas furnace's gas is sufficiently pure, it can also be chosen.
The furnace gas in the heating furnace should be neutral to slightly reducing, and fluctuations between oxidizing and reducing atmospheres should be avoided. The heating flame should not be directed at the workpiece.
3. NS334 (Hastelloy C-276, N06645) Alloy Processing Hot Working:
(1) The hot working temperature range for NS334 is 1200℃ to 950℃, with cooling methods being water cooling or rapid air cooling.
(2) To ensure optimal corrosion resistance, heat treatment should be performed after hot working, and the workpiece should be directly placed into the preheated heat treatment furnace.
4. NS334 (Hastelloy C-276, N06645) Alloy Processing Cold Working:
(1) The work hardening rate of NS334 is greater than that of austenitic stainless steel, so the processing equipment needs to be selected accordingly. The workpiece should be in a solution heat-treated state, and intermediate annealing should be performed during cold rolling.
(2) If the cold rolling deformation exceeds 15%, a secondary solution treatment is required for the workpiece.
5. NS334 (Hastelloy C-276, N06645) Alloy Processing Heat Treatment:
(1) The solution treatment temperature range for NS334 is 1100℃ to 1160℃.
(2) The cooling method is water quenching, and materials with a thickness of less than 1.5mm can also use rapid air cooling. If air cooling is used, it should cool from 1000℃ to 600℃ within 2 minutes.
(3) During heat treatment, the workpiece must be kept clean.
6. NS334 (Hastelloy C-276, N06645) Alloy Processing Descaling:
(1) The adhesion of surface oxides and slag around welds of NS334 is stronger than that of stainless steel, so it is recommended to use fine-grained sand belts or fine-grained grinding wheels for polishing.
(2) Before pickling with HNO3:/HF mixed acid, sandblasting or grinding must be done to break the oxide film.
7. NS334 (Hastelloy C-276, N06645) Alloy Processing Machining:
Due to sensitivity to work hardening, it is advisable to use low cutting speeds and heavy feed to machine below the cold-work-hardened surface.
8. NS334 (Hastelloy C-276, N06645) Alloy Processing Welding:
When welding nickel-based materials, the following procedures should be followed:
(1) Work Area The work area should be separated or have sufficient distance from the carbon steel processing area, kept as clean as possible, with partitions to avoid ventilation between the two areas.
(2) Clean, fine-textured leather gloves and clean work clothes should be worn.
(3) Tools and machinery should have dedicated tools for nickel-based alloys and nickel-chromium steel. Wire brushes should be made of stainless steel, and machines such as shears, punch presses, and rolling mills should be covered with felt, cardboard, or plastic to prevent iron-carbon metals from falling onto the machine surface and contaminating the processing materials, leading to corrosion.
9. NS334 (Hastelloy C-276, N06645) Alloy Processing Cleaning:
Materials to be welded should be in a solution-treated state, with oxides, oil stains, and various marking residues removed, and the base metal and filler alloy (such as welding rods) in the welding area should be cleaned with acetone. Note that trichloroethylene (TRI), perchloroethylene (PER), and tetrachloride (TETRA) should not be used.
10. NS334 (Hastelloy C-276, N06645) Alloy Processing Edge Preparation:
It is best to use machining methods such as turning, milling, and planing, or plasma cutting. If the latter is used, the cutting edge (welding surface) must be ground clean and flat, allowing for no overheating during finishing.
11. NS334 (Hastelloy C-276, N06645) alloy processing bevel angle:
Compared with carbon steel, the physical properties of nickel-based alloys and special stainless steels are characterized by low thermal conductivity and high expansion coefficients. These characteristics must be considered during the preparation of welding bevels, including widening the bottom gap (1-3mm). Additionally, due to the viscosity of molten metal, a larger bevel angle (60-70°) should be used during butt welding to compensate for material shrinkage.
12. NS334 (Hastelloy C-276, N06645) alloy processing arc initiation:
Arcing should not be initiated on the workpiece surface, but rather on the welding surface to prevent corrosion at the arc initiation point.
13. NS334 (Hastelloy C-276, N06645) alloy processing welding technology:
NS334 is suitable for any traditional welding process, such as tungsten electrode inert gas shielded welding, plasma arc welding, manual submerged arc welding, metal inert gas shielded welding, and flux-cored inert gas shielded welding.
(1) NS334 alloy filler metal: Electrode: ENiCrMo-13, welding wire: ENiCrMo-13
(2) NS334 welding parameters and influences (heat input):
Welding operations should be conducted under specified low heat input, with interlayer temperatures not exceeding 120°C, and using narrow weld bead technology. Care should be taken to correctly select the diameter of the welding wire and electrode (please consult our welding laboratory). Based on these principles, welding parameters can be controlled to achieve the heat input per unit length shown in Table 8.
(3) NS334 post-welding treatment (pickling and removal of oxides):
If there are no special requirements or regulations, pickling is usually the last process in welding, and it is generally performed by specialized factories. If the quality requirements of the workpiece are extremely high, oxides should be removed immediately with a stainless steel brush while the material is still hot after welding. This usually results in an ideal surface condition and thoroughly removes oxides.
Four,NS334 (Hastelloy C-276, N06645) corrosion-resistant alloy varieties, specifications, and supply status:
1. Variety classification: NS334 seamless pipes, NS334 steel plates, NS334 round bars, NS334 forgings, NS334 flanges, NS334 rings, NS334 welded pipes, NS334 steel strips, NS334 wires, and matching NS334 welding materials.
2. Delivery status: Seamless pipes: solution + acid pickling, length can be customized; plates: solution, acid pickling, edge cutting; welded pipes: solution acid pickling + RT% flaw detection; forgings: annealed + turned; bars in forged state, surface polished or turned; strips delivered in cold-rolled, solution soft state, and descaled; wires delivered in solution acid pickled coil or straight bar form, and solution straight bar finely polished.
Previous Page
Next Page
Previous Page
NS112 corrosion-resistant alloy
Next Page
Related Products
Product Consulting
Leave your contact information to get a free product quote!
Our company mainly deals in nickel based special alloys such as high-temperature alloys, Hastelloy alloys, Inconel alloys, Monel alloys, precision alloys, titanium alloys, etc. We provide zero cutting, machinability, non-standard customization and other needs. If you have any needs, please contact us in a timely manner!





Navigation
Contact
Building 1, Lane 103, Sizhuan Road, Songjiang District, Shanghai

Browse Mobile